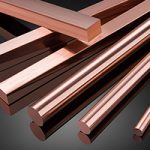
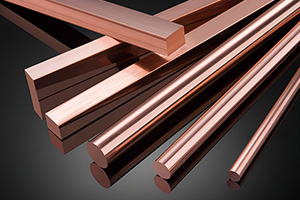
首先来介绍铜母线定义:铜母线又称铜排,属于硬母线。铜母线用作传输电流铜排,铜母线具有良好导电性、导热性、耐腐蚀性,有较高机械强度,无低温脆性,便于焊接,易于压力加工。

铜母线概况:
铜母线目前广泛用于开关柜汇流排和发电机、变压器引接线。其截面范围:厚度为4~31.5mm,宽度为16~125mm。母线导体允许电流与共交流电阻和散热表面积有关,圆形虽有较小集肤效应,但其散热表面积较小,一般不予采用。矩形导体具有较大散热表面积,由于单条导体常用截面积不超过1200mm2,当用于输送大电流时,需采用多条矩形母线并列母线组,但由于并列矩形母线散热情况变坏,一般不宜采用大于2~3条母线。对于输送较大电流母线,一般采用槽形母线,与多条矩形母线相比,其集肤效应可大大减少,电流分布较均匀,散热条件也好。选择时应根据具体负荷大小来确定母线尺寸。
1。标准:执行国家标准GB/T5585.1-2005.
2。分类:常规:直角&圆角(俗称直边圆边)。异型:按照设计图纸要求生产。
3。常见截面范围:303000mm2,常见厚度范围3mm-12mm。常见宽度范围10mm-125mm.
4。导电性能:与母线工作环境温度有密切关系。
计算载流(40°)可简单按照下面公式计算:(规格数量单位都取mm)
母线规格:A(厚度)*B(宽度)
单片载流≈B*(A+8.5)安
5。重量计算:目前国内厂商生产铜母线出厂长度多为6米长,故简化以后重量计算公式为:
(规格数量单位都取mm)
A*B单根重量≈A*B*0.0534KG
A*B每米重量≈A*B*0.0089KG
铜母线生产流程:
采购电解铜—上引炉工序—连挤工序—轧头工序—拉伸工序—矫直工序—剪锯切工序—检验工序—包装工序—发货。
铜母线焊接特点、焊接工艺:
铜母线连接在电站主要有螺栓紧固法和焊接法两种。铜具有优良导电性、导热性、耐热性和加工成型性,纯铜ωcu不低于99.5%工业纯铜。
铜母线焊接工艺:
1、焊接方法选择铜最常用焊接方法气焊和手工钨极氩弧焊。但是为了提高焊接质量,采用手工钨极氩弧焊焊接较适合;由于该焊接方法热量集中,熔池易控制,尤其对焊接。
2、焊接材料选择铜焊接材料指焊丝、熔剂。填充焊丝:手工钨极氩弧焊时,需用手工添加填充焊丝。焊丝牌号、成分与焊接工艺性,接头力学性能及耐蚀性能等有很大关系。选择填充焊丝时,首先必须考虑基本金属牌号、板材厚度,产品结构及施工条件等因素,因此在同煤铜母线焊接时,选择了与母材金属成份相近填充焊丝。
铜母线焊接要点:
1。铜母线焊接场所允许环境温度5℃以上;
2。保护气体为氩气;
3。铜母线焊丝选择HS201纯铜焊丝,添加气焊熔剂CJ301,焊前用无水乙醇(酒精)将CJ301调成糊状后刷于焊件坡口表面;
4。将焊丝加热,粘CJ301后,进行施焊;
5。焊接工艺参数选择,手工钨极氩弧焊均采用直流正极性;
6。电焊机应性能良好、电流调节灵活、操作方便;
7。铜母线预热方式选用电加热和火焰加热;
8。预热温度选择,厚度δ
9。应尽量避免拘束条件下进行焊接,严格控制施焊过程中层间温度,并以小摆幅、小线能量焊接;
10。焊缝进行点固焊,长度不得少于10mm,点固数量应均匀分布,点固数量不少于3点;
11。厚度δ>4mm焊接应选用多层多道焊工艺;
12。焊接时由于温度高所产生黑斑应及时清理干净,层间清理应选用不锈钢丝刷进行;
13。施焊前应及时检查点焊质量,经检查确认无缺陷后方可进行施焊;
14。加强中间检查工序,如:定位焊后、焊缝层间及全部焊完后,都要进行检查,严格按焊接工艺要求进行,方能保证焊接质量。(中国有色网)