
本期只做高端无氧铜的系统介绍:先说明为什么重要,再对比国内外现状,随后梳理具体生产工艺流程,最后从材料学角度分析技术难点。下一期可专门展开“上引法无氧铜杆如何从 10–20 ppm 改进到 O<5 ppm”。
无氧铜听起来并不复杂。
它不像 Cu-Ni-Si 要控制析出相,也不像 Cu-Cr-Zr 要追求高温抗软化,更不像铍铜、Cu-Ti 那样依赖复杂的强化机制。无氧铜的成分表很干净,主体就是铜,氧越低越好,杂质越少越好。
但真正做到高端,无氧铜并不简单。
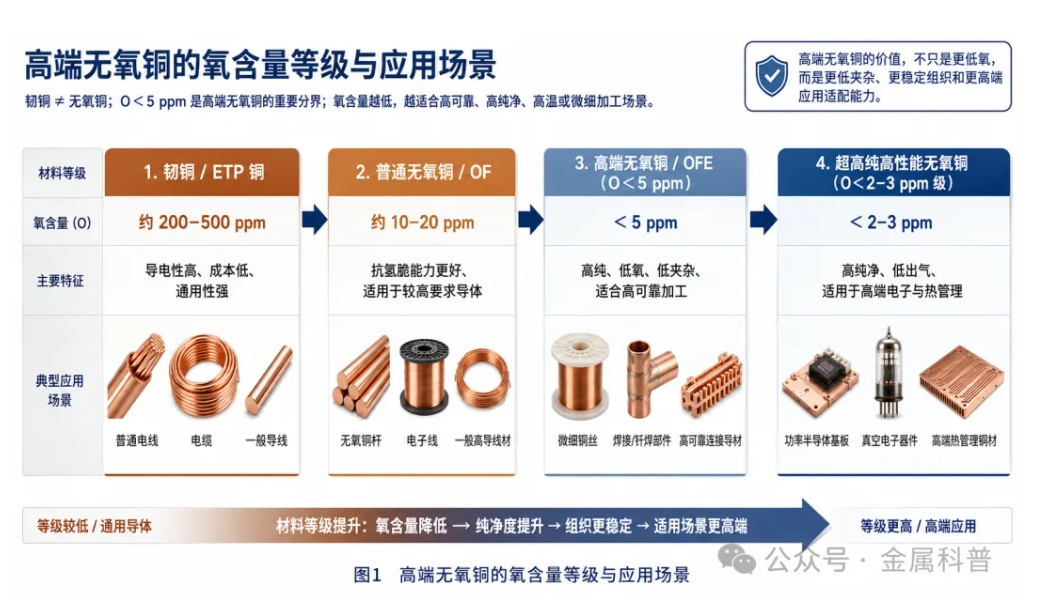
尤其当氧含量从普通无氧铜的10~20 ppm 进一步压到 5 ppm 以下,甚至做到 2~3 ppm 级别时,它就不再是普通铜杆、铜线或铜板带问题,而是一个系统制造能力问题。
因为下游真正关心的不是检测报告上写了多少 ppm,而是这批铜能不能稳定拉成微细丝,能不能在焊接、钎焊和还原气氛下不起泡、不脆裂,能不能用于功率半导体基板后保持晶粒和表面稳定,能不能在长长度铜杆和整卷线材中保持低氧、低夹杂和低缺陷,能不能通过客户长期验证。
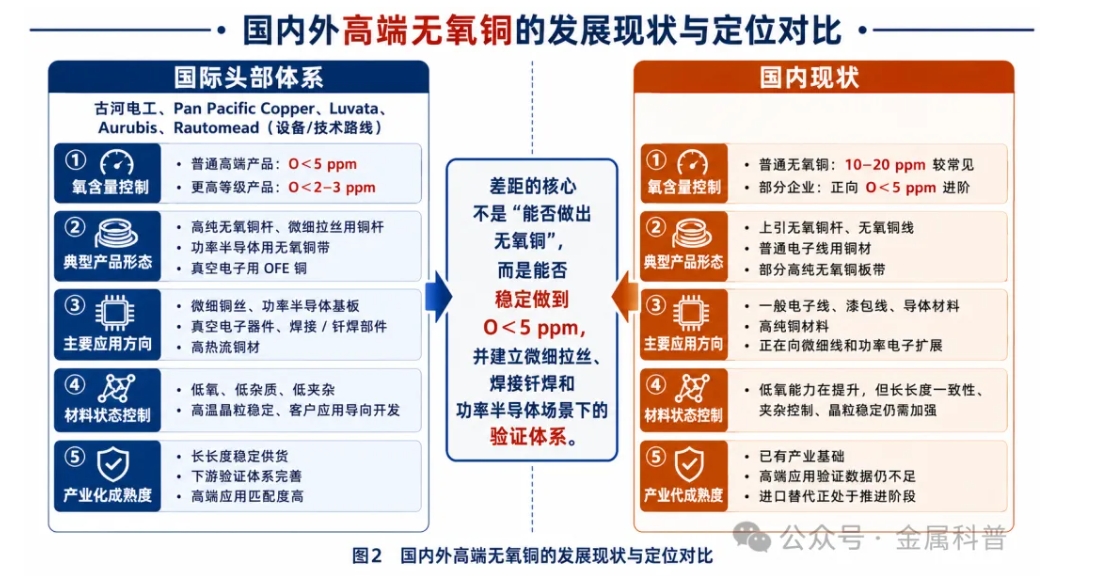
这就是为什么国内很多企业都在布局高端无氧铜,但在部分高端应用中,市场仍然高度认可日本古河电工、昭和电线体系、Pan Pacific Copper、Luvata、Aurubis 等成熟供应体系。国内的富通昭和也具有代表性,它不是简单的普通无氧铜企业,而是日系无氧铜杆技术路线在国内的产业化载体之一。
所以,这篇文章不讲“无氧铜是什么”这种基础概念,而是回答四个问题:高端无氧铜为什么重要?国内外现在做到什么状态?无氧铜具体怎么生产?氧含量<5 ppm 的材料学难点到底在哪里?
一、无氧铜的重要性,不只是导电率更高
很多人理解无氧铜,第一反应是“更纯、更导电”。这个说法没有错,但不够准确。
普通电解韧铜的导电率已经很高,完全可以满足大量电线电缆、普通端子和一般电气导体需求。也就是说,很多普通应用并不一定需要极低氧无氧铜。
高端无氧铜真正重要,主要体现在三个方面。
1. 抗氢脆:焊接和钎焊场景的关键
含氧铜中的氧通常以 Cu₂O 或氧化物夹杂形式存在。材料在高温下如果接触氢气、还原性气氛,或者经历钎焊、焊接过程,氢可能进入铜中,并与 Cu₂O 反应生成水蒸气。
水蒸气在晶界、孔洞或夹杂附近形成内压,最终造成气泡、晶界开裂和脆断。这就是铜的氢脆或蒸汽脆化。
因此,无氧铜的第一价值不是导电率高一点,而是降低焊接、钎焊和还原气氛热处理中的失效风险。真空电子器件、功率半导体基板、高温钎焊件和高可靠连接件更倾向使用无氧铜,核心原因就在这里。
2. 微细拉丝:缺陷会被尺寸放大
当铜杆还是 8 mm、12.5 mm 或更大规格时,一些微小夹杂、氧化膜或局部缺陷可能不明显。
但当铜杆被拉成 0.10 mm、0.05 mm,甚至更细的微细铜丝时,材料缺陷会被迅速放大。一个氧化夹杂可能成为断丝源,一个局部硬点可能造成应力集中,一处气孔可能在后续退火或拉拔中扩展,一段表面氧化膜可能影响镀锡、镀银、漆包和焊接。
因此,高端无氧铜杆真正考验的不是平均氧含量,而是长长度、低缺陷、低夹杂、低断丝率和稳定拉拔性能。这也是部分高端微细铜丝、医疗线缆、电子线和精密导体仍然偏好日本或日系体系无氧铜杆的重要原因。
3. 功率半导体:低氧之外还要热稳定
近几年,无氧铜在功率半导体领域的重要性明显提高。IGBT、SiC 功率模块、DBC/AMB基板、高导热连接件,对铜材提出了新的要求:既要高导电、高导热,又要能承受高温钎焊、烧结、热循环和长期服役。
这里有一个容易被忽略的问题:高纯无氧铜因为杂质少,高温下晶粒反而容易粗化。
晶粒粗化会带来表面起伏、局部变形、钎焊界面不稳定、外观检测困难和热循环可靠性下降。日本古河 GOFC 的开发逻辑就很有代表性:它强调的不只是氧含量低,而是面向功率半导体基板高温处理后的晶粒稳定。
这说明国际头部企业已经不再只是卖“低氧铜”,而是在卖低氧、高纯、组织稳定和客户工艺适配。
二、国内外现状:差距不在有没有无氧铜,而在高端状态是否稳定
国内不是没有无氧铜。上引无氧铜杆、无氧铜线、无氧铜板带,国内都有较多企业在做。普通无氧铜杆做到 10~20 ppm,在行业中并不罕见;部分企业在特定条件下也能做到更低氧含量。
但高端应用讨论的不是能不能做出一炉低氧铜,而是能不能长期稳定交付 O<5 ppm,甚至 2~3 ppm 级别的产品,并且能通过下游验证。
1. 日本体系:从低氧走向专用材料状态
日本古河电工 GOFC 公开资料显示,其氧杂质含量可降低到 2 ppm 以下,纯度达到 99.99%。更重要的是,古河把 GOFC 直接定位到功率半导体基板等高端应用,并强调高温热处理后晶粒粗化控制。
这说明日本企业在高端无氧铜上的优势,不只是氧含量低,而是已经围绕客户工艺做材料状态开发。
昭和电线体系的 MiDIP 无氧铜材料也很有代表性。DIP 浸涂法无氧铜杆的优势不是简单氧低,而是连续生产、表面质量和后续拉丝稳定性。国内富通昭和正是这一类日系合作路线在国内的重要载体。
2. 欧洲与国际体系:强调高纯、低杂质和极端应用可靠性
Luvata 的 OFE-OK 高纯无氧铜将最大氧含量限制在 5 ppm,并强调高导电率、低杂质、低挥发元素、焊接钎焊适配和高变形能力。
这类材料主要面向电子、真空、焊接、钎焊、粒子加速器、高端电气和热管理场景。它的核心并不是普通导线意义上的无氧铜,而是高纯电子级无氧铜。
Pan Pacific Copper 的 OFC 规格也把氧含量列为 O≤5 ppm,说明 5 ppm 已经是国际高端 OFC 产品中的常见控制门槛。
3. 装备与工艺体系:上引法并不是只能做到 10~20 ppm
国内很多上引法无氧铜杆产品实际控制在 10~20 ppm,但这不代表上引法本身不能做到更低。
Rautomead 的上引无氧铜杆设备资料显示,其 CuOF 铜杆可达到约 3 ppm 氧含量,铜杆规格可覆盖 8~32 mm;其技术资料还提到,采用 Grade A 阴极铜时,氧含量通常可达到 3~4 ppm,并可拉至 0.10 mm。
这说明问题不在于上引法路线一定不行,而在于设备密封、石墨系统、炉料、保护气氛、铜液扰动、检测体系和批量一致性是否达到了高端 OFE 铜的要求。
4. 国内现状:有基础,但高端验证还不够
国内企业在无氧铜领域已有产业基础,尤其是在普通无氧铜杆、电子线、漆包线和电缆导体方面。但如果目标是 O<5 ppm 高端无氧铜,仍然有几个短板需要面对:低氧稳定性不够、整卷头尾一致性不够、微细拉丝断线率数据库不足、氧化夹杂和表面缺陷控制不足、功率半导体用高温晶粒稳定数据不足、真空电子低出气和焊接钎焊数据不足、ppm 级氧含量检测和取样规范不够完善。
所以,国内外差距不应简单理解为国外能做、国内不能做。更准确的说法是:国内已经具备普通无氧铜产业基础,但在 O<5 ppm 高端状态、长长度稳定性、材料状态控制和客户验证体系上,仍需要补课。
国内外高端无氧铜状态对比
| 体系/企业 | 公开氧含量或定位 | 主要产品形态 | 核心优势 | 对国内的启示 |
| 古河电工 GOFC | O≤2 ppm 级,99.99% 纯度 | 功率半导体基板用铜带/铜材 | 低氧 + 高温晶粒控制 + 客户工艺适配 | 高端无氧铜不能只控氧,还要控热稳定 |
| 昭和/MiDIP 体系 | 日系 DIP 无氧铜线材体系 | 无氧铜线/铜杆 | 连续浸涂成形、表面质量和拉丝稳定性 | 微细线用铜杆要用断丝率验证 |
| Luvata OFE-OK | 最大 O≤5 ppm;高纯电子级铜 | 棒、管、异型材等 | 高纯、低杂质、低出气、焊接/钎焊适配 | 杂质谱和真空/焊接性能同样重要 |
| Pan Pacific Copper OFC | O≤5 ppm | 坯料、铸锭、OFC 产品 | 稳定高纯 OFC 供应 | 5 ppm 是国际高端 OFC 常见门槛 |
| Rautomead 上引 CuOF | 约 3 ppm 或 3–4 ppm 级别 | 8–32 mm 无氧铜杆 | 上引工艺也可实现<5 ppm 和微细拉丝 | 国内上引线要升级系统控制,而不是否定路线 |
| 国内多数普通上引产品 | 常见 10–20 ppm 水平 | 无氧铜杆、无氧铜线 | 有产业基础和成本优势 | 需补强稳定低氧、夹杂控制和客户验证 |
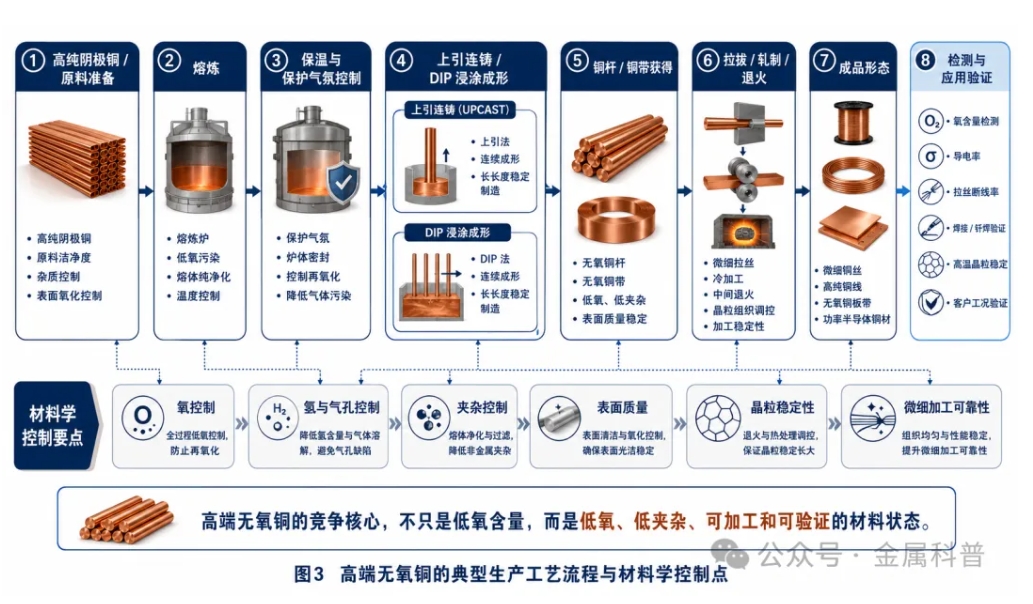
三、无氧铜的具体生产工艺路线
无氧铜生产不是单一工艺。不同产品形态、氧含量要求和下游应用,对应不同路线。
目前比较典型的无氧铜生产路线主要包括:上引连铸法、DIP 浸涂法、轴炉/直接铸造路线、真空或保护气氛熔炼路线。
1. 上引连铸法
上引连铸是国内无氧铜杆常见路线。基本流程为:高纯阴极铜 → 熔化炉 → 保温炉 → 石墨结晶器/水冷结晶器 → 上引铜杆 → 收卷 → 拉拔 → 退火 → 成品铜线。
上引法的特点是铜液在相对保护环境中由下向上凝固成杆,减少传统浇铸过程中铜液暴露和氧化。其优势是设备相对成熟、适合中小批量、产品规格灵活,适用于无氧铜杆、铜线和部分高导铜合金杆。
但上引法的难点也明显:炉体密封要求高,保护气氛和露点控制要求高,铜液液面必须稳定,石墨结晶器状态影响很大,牵引速度、冷却和结晶组织需要稳定。如果炉料、气氛、石墨系统和检测体系控制不足,产品容易停留在普通无氧铜水平。
因此,国内很多上引产品做到10~20 ppm 并不奇怪。要进入 O<5 ppm,需要把上引线从普通无氧铜装备升级为高端低氧制造系统。
2. DIP 浸涂法
DIP 法是日系无氧铜杆体系中非常重要的路线。其基本流程可以理解为:母线连续进入铜液 → 铜液附着增厚 → 冷却凝固 → 热轧减径 → 冷却 → 收卷 → 后续拉拔。
DIP 工艺的优势在于连续性好、表面状态好、长长度生产能力强,适合电子线、微细线和高端导体用铜杆。日本昭和电线体系的 MiDIP 就是典型代表。
DIP 法的核心不只是低氧,而是铜杆的后续加工稳定性。对微细拉丝来说,表面质量、晶粒状态、氧化膜控制和长长度一致性往往比单点氧含量更重要。国内富通昭和等企业之所以受到关注,正是因为其背后对应日系 DIP 无氧铜杆路线。
3. 轴炉 / 高效连续熔炼路线
古河 GOFC 公开资料中提到其无氧铜采用轴炉制造。轴炉的特点是熔炼效率高、连续性强、能效较好。
但用轴炉生产无氧铜并不容易。因为轴炉本身如果控制不好,熔体容易受到氧、水分和炉气影响。能把氧含量压到 2 ppm 以下,说明关键不只是炉型,而是炉料、炉气、熔体保护、转移控制、凝固和后续加工的系统能力。
这类路线适合大规模、稳定化生产,也更接近国际头部企业的高端供应能力。
4. 真空或保护气氛熔炼路线
对于高纯无氧铜板材、靶材、真空电子材料和部分特殊规格材料,真空熔炼或保护气氛熔炼也有应用价值。
其优势是气体和杂质控制能力强,适合高纯、小批量、高可靠应用。缺点是成本较高、连续化效率不如铜杆生产路线。
因此,真空或保护气氛熔炼更适合高纯电子铜、真空器件铜材和特殊板带,而不一定适合所有大规模铜杆产品。
典型生产路线对比
| 工艺路线 | 典型流程 | 适合产品 | 优势 | 主要难点 |
| 上引连铸 | 熔化→保温→上引凝固→收卷→拉拔 | 无氧铜杆、铜线 | 设备成熟、规格灵活、适合连续铜杆 | 密封、露点、石墨、液面稳定和牵引制度要求高 |
| DIP 浸涂法 | 母线浸入铜液→附着增厚→热轧→收卷 | 电子线、微细线用铜杆 | 长长度、表面质量和拉丝稳定性好 | 铜液洁净度、附着均匀性和连续控制要求高 |
| 轴炉/直接铸造 | 高效熔炼→保护转移→连续铸造/轧制 | 大规模高端铜材 | 能效高、产能大、体系化程度高 | 炉气、熔体保护和低氧稳定性难度高 |
| 真空/保护气氛熔炼 | 真空或惰性气氛熔化→铸锭/板坯→加工 | 高纯板材、靶材、真空电子铜 | 气体和杂质控制能力强 | 成本高、连续化效率相对低 |
四、材料学问题与技术难点
高端无氧铜表面看只是低氧,但材料学问题并不简单。真正的技术难点主要集中在六个方面。
1. 氧的存在状态:平均氧含量不等于材料洁净度
铜中的氧可以以溶解氧、Cu₂O、氧化膜夹杂等形式存在。对高端应用来说,最危险的往往不是均匀分布的痕量氧,而是局部氧化物夹杂、卷入氧化膜和气孔。
平均氧含量达标,不代表铜杆一定适合微细拉丝。如果局部存在氧化夹杂,仍然可能造成断丝;如果表面存在氧化膜,仍然可能影响镀层、焊接和漆包;如果存在气孔,仍然可能在退火和拉拔中扩展。
所以,高端无氧铜不能只看 O ppm,还必须看低夹杂、低气孔、低表面缺陷和组织均匀性。
2. 氧—氢耦合:低氧也要防氢
无氧铜的氢脆问题本质上是氧和氢共同作用。如果铜中存在 Cu₂O,高温含氢环境会导致水蒸气生成和晶界开裂;如果铜液中氢含量较高,凝固时也可能形成气孔;如果保护气氛露点高,水分会同时带入氧和氢风险。
因此,高端无氧铜不是单纯控氧,而是要同时控制氧、氢、水分和气孔。很多企业强调保护气氛,但如果保护气含水、炉体漏气、炉料潮湿,依然很难做出稳定高端无氧铜。
3. 不能简单依赖脱氧剂
对很多铜合金来说,加入磷等脱氧元素可以降低氧含量。但高端无氧铜不能简单这么做。
因为高端无氧铜需要高导电率、低残留元素、低挥发杂质、低出气、良好焊接钎焊性能和电子应用可靠性。过量脱氧元素残留,会影响导电率、真空性能和客户应用。
所以,O<5 ppm 的高端无氧铜不能靠加元素脱氧解决,而要靠高纯原料、低氧势熔炼环境、保护气氛、低扰动铸造和严格检测实现。这也是无氧铜和磷脱氧铜的本质区别。
4. 微细拉丝对缺陷极其敏感
微细铜丝是检验无氧铜杆质量的重要场景。铜杆能不能拉到 0.10 mm、0.05 mm,甚至更细,不仅取决于氧含量,还取决于夹杂数量、表面状态、晶粒均匀性、中心疏松、气孔、退火后组织、局部硬点和拉拔过程中的断丝率。
如果只测氧含量,而不做微细拉丝验证,材料是否真正达到高端水平很难判断。高端无氧铜杆的评价体系应该从氧含量达标升级为氧含量、夹杂控制、表面质量、微细拉丝断丝率和断口分析的综合评价。
5. 高温晶粒粗化是功率半导体场景的新难点
高纯铜的杂质少,导电导热性能好,但高温下晶界迁移阻力小,晶粒容易粗化。
在功率半导体基板、AMB/DBC、钎焊和高温热处理过程中,晶粒粗化可能导致表面粗糙度增加、光学检测误判、钎焊界面不稳定、翘曲增加、热循环可靠性下降和局部应力集中。
因此,面向功率半导体的高端无氧铜,不能只做低氧,还要做热稳定组织控制。古河 GOFC 和三菱 MOFC-GC 的技术方向都说明了这一点:高端无氧铜已经从低氧铜发展成低氧、晶粒控制和功率模块适配的专用材料。
6. ppm 级氧含量检测本身就是技术门槛
O<5 ppm 时,检测误差已经不能忽略。取样位置不同,结果可能不同;样品表面氧化,结果可能偏高;切割和清洗不规范,结果可能失真;只测一处样品,不能代表整卷;只报最低值,没有产业意义。
因此,高端无氧铜需要建立头—中—尾取样、表层—芯部对比、氧氮氢联合分析、批次统计和应用数据关联。检测体系不稳定,O<5 ppm 就只是一个宣传数字。
五、这期文章的核心判断
氧含量<5 ppm 的无氧铜,难点不是无氧铜牌号本身。
普通无氧铜国内已经有基础,10~20 ppm 的无氧铜杆和无氧铜线并不稀缺。真正难的是把材料稳定推到高端状态:低氧、低氢、低夹杂、低气孔、高导电、高纯净、表面稳定、微细拉丝稳定、焊接钎焊稳定、高温晶粒稳定、整卷和批次稳定。
这也是为什么国内企业想做高端无氧铜,不能只看氧含量数字。
如果只是单炉样品 O<5 ppm,但拉丝断线率高、钎焊起泡、晶粒粗化严重、检测结果波动大,仍然不能替代进口。
真正的高端无氧铜,应该是:检测报告上低氧,生产过程中稳定,下游加工不断线,焊接钎焊不起泡,高温处理后组织不失控,客户长期使用敢替代。
结语:高端无氧铜是“最简单成分”背后的系统工程
无氧铜的成分最简单,但高端化并不简单。
它不像合金材料那样可以通过复杂成分设计来获得性能优势。无氧铜的难点在于:任何一个制造环节的问题都会直接暴露出来。
原料不干净,会暴露;炉体密封不好,会暴露;保护气露点高,会暴露;铜液卷入氧化膜,会暴露;凝固组织不均,会暴露;退火晶粒粗化,会暴露;氧含量检测不准,也会暴露。
这就是高端无氧铜的本质。它不是一个简单的低氧指标,而是一套从原料、熔炼、铸造、加工、检测到客户验证的完整材料制造体系。






.jpg)



