
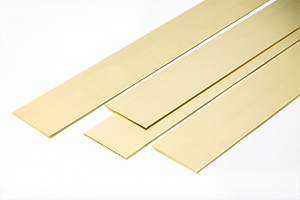
铜排
电工铜排是一种大电流导电铜材,用于高低压电器、开关触头、配电设备、母线槽等电器设备,也广泛用于金属冶炼、电化电镀、化工烧碱等超大电流冶炼或电解设备;断面形状为4个圆角有技术要求的矩形断面;具有机械性能和导电性能。
铜排生产工艺
铜排的生产工艺主要分为传统的轧制和挤压两种工艺,工艺流程长、工序复杂、能耗大、材料利用率低。
A. 大锭热轧卷坯-高精冷轧法:大锭热轧卷坯,工艺成熟,热轧可充分改变铸造组织,但工艺流程长,设备投资大。
B. 水平连铸卷坯-高精冷轧法:水平或上引连铸卷坯,工艺流程短,设备投资少,冷轧后残留铸造组织,需铣面导致成材率低。
连续挤压工艺流程:新的连续挤压工艺技术,能结合上述两种工艺的优点,产品晶粒组织好(媲美热轧组织)、流程短、成材率高,设备厂房投资少,降低行业进入门槛。
连续挤压工艺优点:
►采用连铸连轧的盘条作为原材料,供应方便,没有挤压压余,材料利用率高,一般可达95%,组织性能均匀性好。
►连续挤压利用摩擦所产生的热量升温,无需加热,从而节省了能源。
►工序少,生产效率高,产品成品率高。
►可实现产品的连续生产,无间隔时间。
►可生产超长制品
传统加工方法一般不超过30-50m,而利用连续挤压法长度一般可在数千米直到数万米之间,呈卷状交货,运输方便。
连续挤压的典型应用:
►制冷用管制造
► 有线电视同轴电缆外导体、通信信号电缆护套制造
► 铝包钢丝制造
► 高速铁路铜合金接触线制造
► 铜扁线、铜排制造
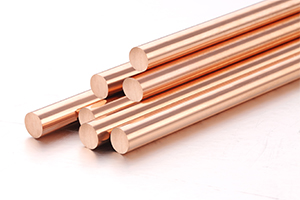
►无氧铜棒 超宽排连续挤压生产:连续挤压宽度受限,主因宽度范围最大为300mm,
关键技术问题:如何充满型腔,如何保证板带挤压过程中流动速度的均匀性。
解决办法:
►从坯料预热温度、模具参数的设置及挤压机功率的合理选择方面入手进行探索
►型腔设计
►模具材料及冷却 挤压后的组织性能:
►连续挤压后材料组织为再结晶组织,无塑性成型的流线状组织;
►组织均匀,细小,表面光滑平整无氧化,无需表面处理,可以直接进行后续轧制加工;
►紫铜挤压后硬度约HV60-70,属于软态;适合后续大变形量压延加工。
生产母线槽用超薄铜排,建议的工艺流程:
上引→挤压→轧制→退火→拉拔
坯料轧制量有限,轧制半成品厚度一般大于2mm,使用二辊轧机即可满足,避免功能浪费。
中空截面导电排(型材)连续挤压制造:中空截面铜排(型材)广泛应用于电子、电力等领域,多空中空异性截面排生产难度大,价格昂贵,市场难于见到。
传统-空心锭坯穿孔挤压法:只能生产简单形状,大尺寸(直径50mm以上);对薄壁、小孔径,长度大的型材生产困难。
传统-拉伸法:主要是生产壁厚均匀的异性管,对壁厚不均匀的异性管,难于实现,也不经济。
国际领先的生产技术:宽排连续挤压-直排挤压、先弯后直以及中空排连续挤压。




-2.jpg)
.jpg)


