
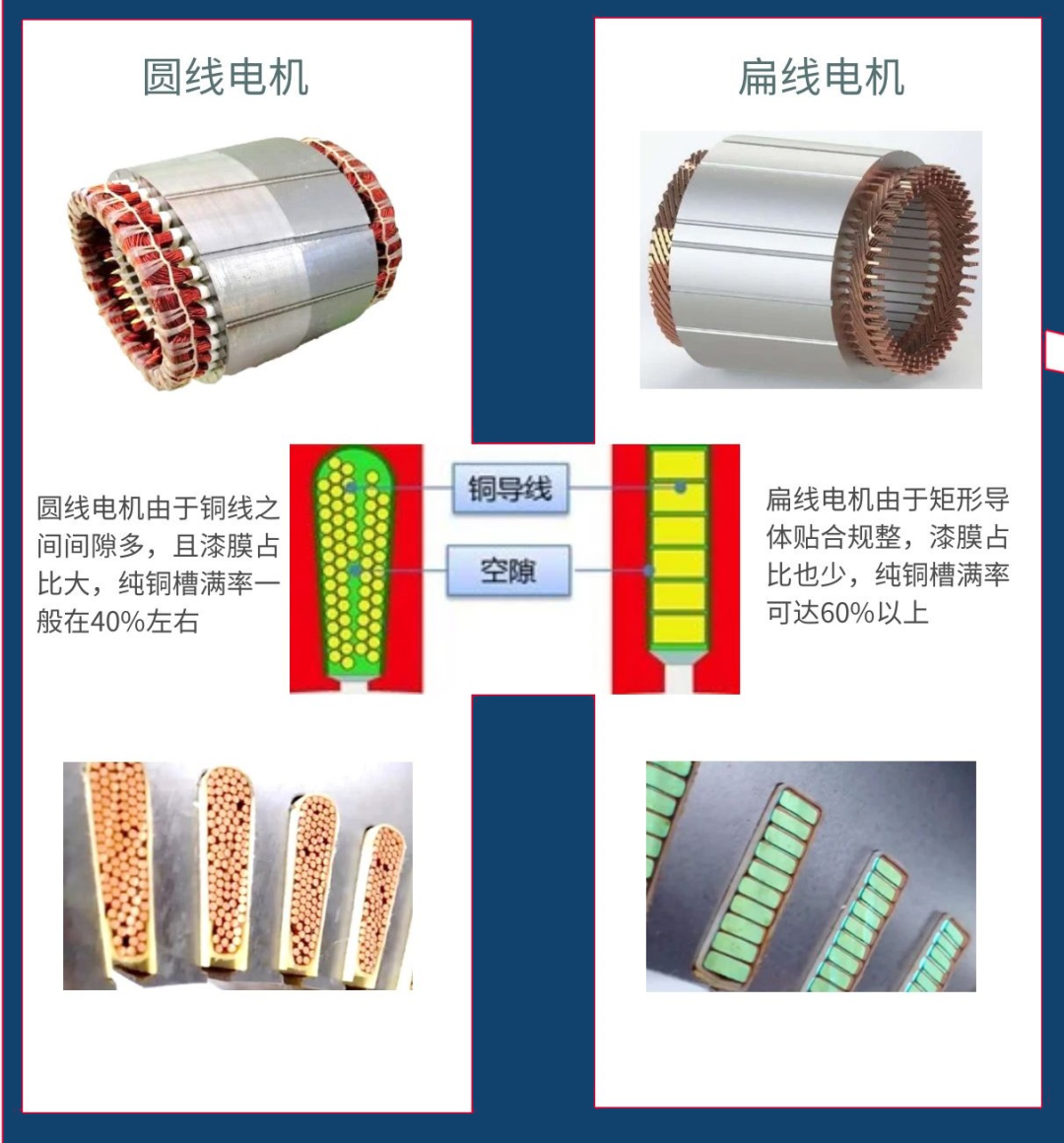
那么槽满率的提高,对于扁线定子的制造而言,难在哪儿?
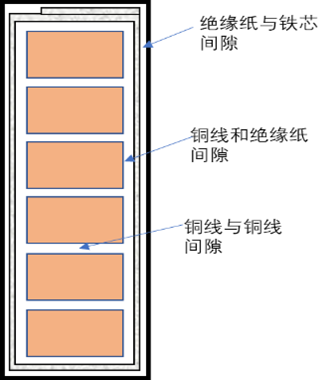
首先,对铜线成型的精度和一致性要求高。铜线成型时,不可能完全与理论数模线型一致,轮廓度、直线度等均存在误差和波动。所以相比于3D数模,槽内一组铜线在插线时并没有那么规整。这种不规整会明显增加铜线入铁芯槽时的摩擦阻力,需要更大的压入力才能克服,而压入力过大会导致插入不到位、铜线挤压变形或损伤、绝缘纸滑动等一系列问题。槽满率越高,铁芯槽内的设计预留间隙就越小,对这种不规整现象的容忍度也越低。
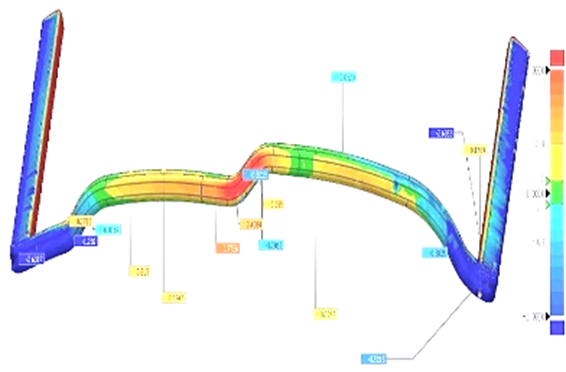
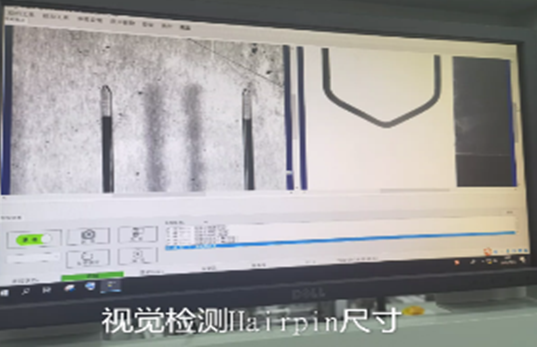
线成型的关键就在于控制Hairpin的成型精度,由于铜线在成型时会有一定回弹,3D模具形状不能简单按照线型数模绘制,需考虑以下几个影响回弹量的因子:
- 线规格—铜线宽度和厚度
- Hairpin形状—跨距、弧度、角度等
- 基材弹性模量—铜材本身的机械特性
- 漆膜材质—漆膜的厚度、材质也对铜
- 线整体弹性模量有影响
跃科在模具设计时,会根据以上几个因素,对铜线的成型过程进行分析和仿真模拟,并结合大量应用经验设计出最合理的模具轮廓,得到最精确的线型尺寸,线型整体轮廓度可达0.1~0.2mm。
非常考验自动化供应商的机械设计能力、机加工能力、装配调试能力,以及电气控制能力。
尤其对于油冷电机,其绝缘纸一般不带聚酰亚胺夹层,绝缘纸的强度更低,更容易在插纸过程中受力变形,自动插纸更加困难。
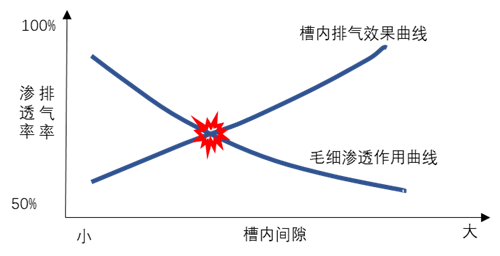
- 径向间隙 = 铁芯槽深 -(铜线厚度*每槽导体数+绝缘纸厚度*3)≈0.5~1.0mm
- 周向间隙 = 铁芯槽宽 -(铜线宽度*1+绝缘纸厚度*2)≈0.1~0.2mm
最终值的确认,需结合铜线层数、铁芯叠高、槽数、铜线规格等因素综合考量。












